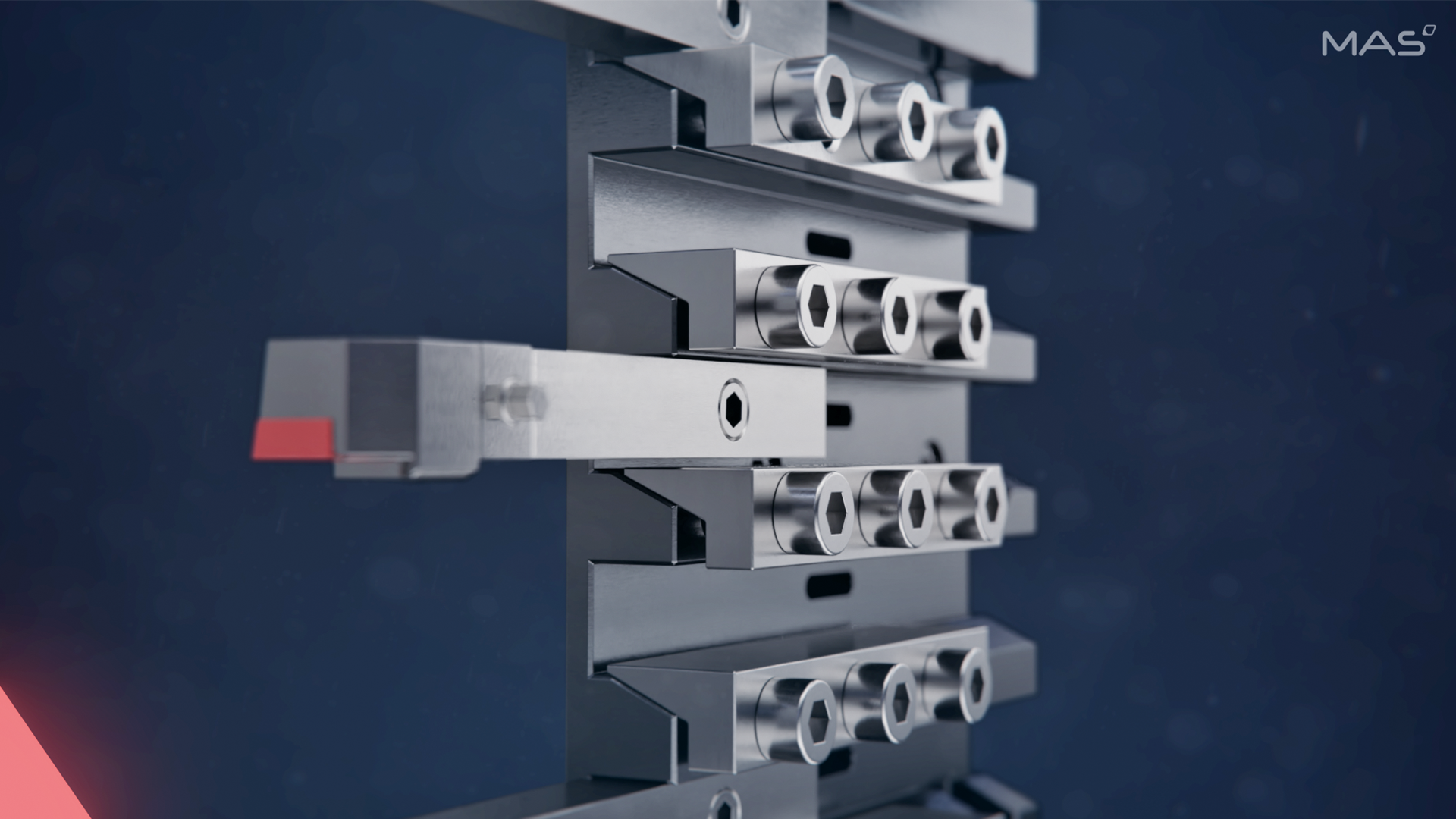
PZ©turn – Modulares Schnellwechselsystem für Drehwerkzeuge
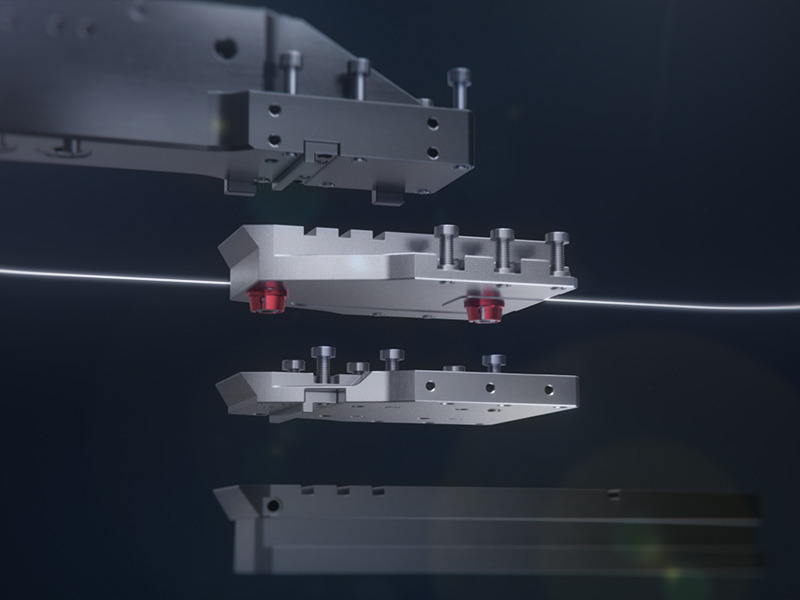
PZ©turn ist ein modulares Schnellwechsel-Werkzeugsystem für Drehmaschinen, insbesondere für Langdrehautomaten und Mehrspindler. Es wurde entwickelt, um Werkzeugwechsel so einfach und schnell wie möglich zu gestalten, ohne Präzision einzubüßen. Das System besteht aus einem Grundhalter (der in der Maschine verbleibt) und austauschbaren Werkzeugköpfen. Mit nur einer Spannschraube kann der Werkzeugkopf gelöst und ein anderer angesetzt werden – ein Wechsel erfolgt innerhalb weniger Sekunden. Trotz dieser Einfachheit erreicht PZturn beeindruckende Wiederholgenauigkeiten im µm-Bereich beim Werkzeugwechsel. Das bedeutet: Der neue Werkzeugkopf sitzt so exakt wie der vorherige, dass Nachjustieren praktisch entfällt.
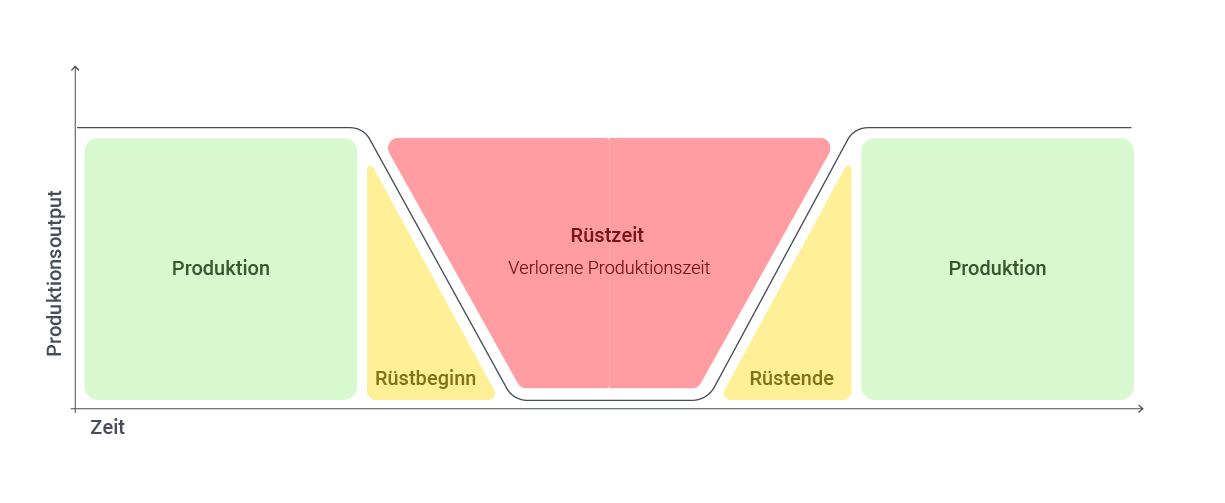
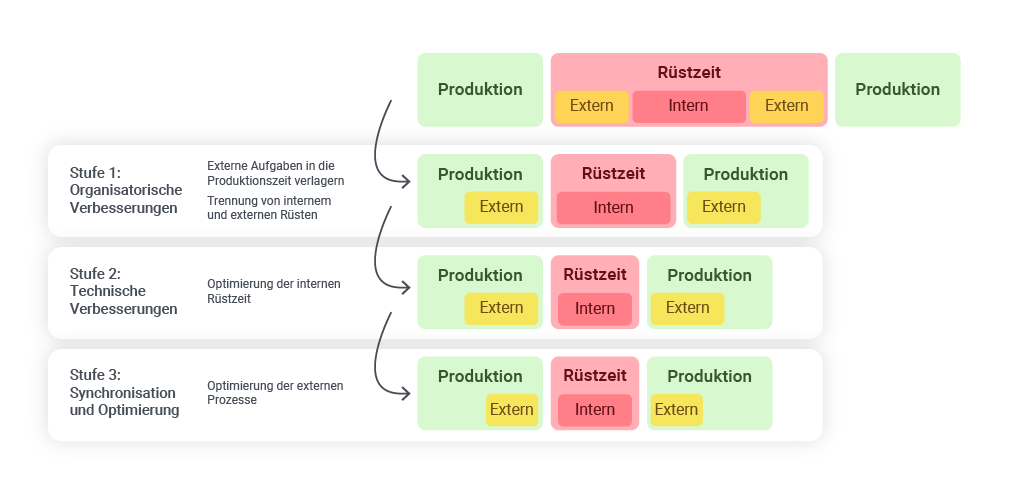
Unterm Strich erlaubt PZturn, Drehwerkzeuge extern vorzurüsten und mit minimaler Unterbrechung der Maschine zu wechseln. In der Praxis sind dadurch Rüstzeit-Einsparungen von 80% und mehr realistisch, da z.B. fünf Werkzeugwechsel, die früher jeweils einige Minuten dauerten, nun in wenigen Sekunden erfolgen.