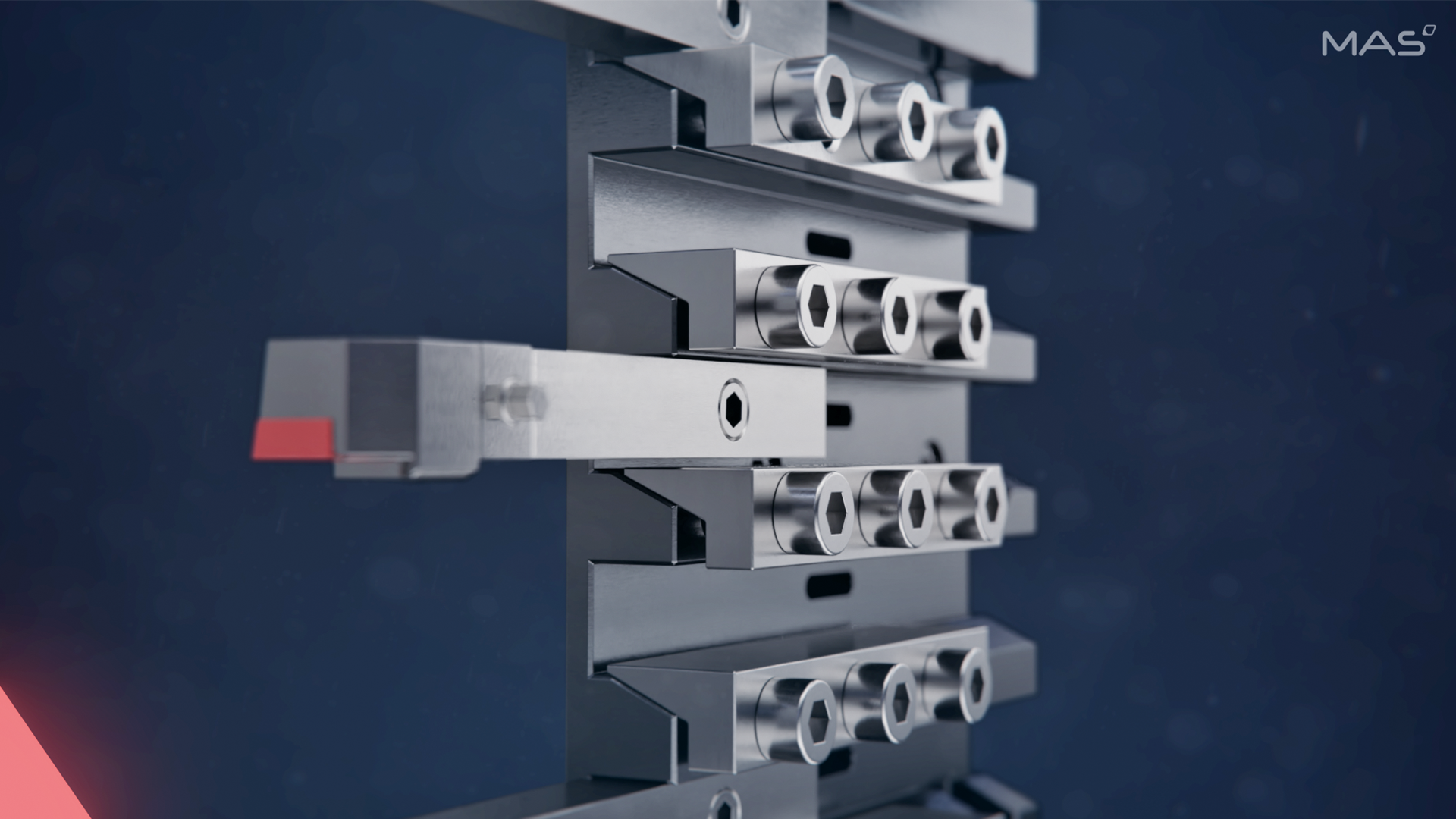
XCHANGE©plate – Quick-Change Plate System for Multi-Spindle Machines
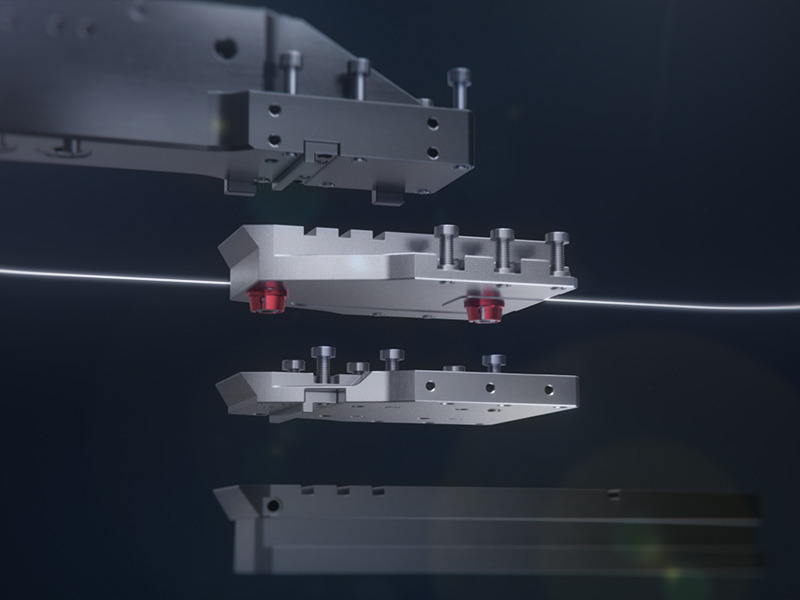
XCHANGE©plate is designed to simplify the changeover of driven tools and multi-tool holders, particularly in multi-spindle machines and sliding-head lathes. The system functions as an interchangeable tool plate designed as a zero-point clamping system. Various tool modules – such as turning or drilling tools for a multi-spindle lathe – are aligned and set up once on the machine. The plate can then be completely removed together with the tool module and reinserted without requiring realignment.
For machine operators, this means that instead of aligning each individual tool within the confined working area of the machine, the entire quick-change holder is simply inserted as a single unit into the designated interface. Additional setup work is eliminated, and the exchange plate locks into position with high repeatability. As a result, even less experienced operators can retool the machine in a very short time.
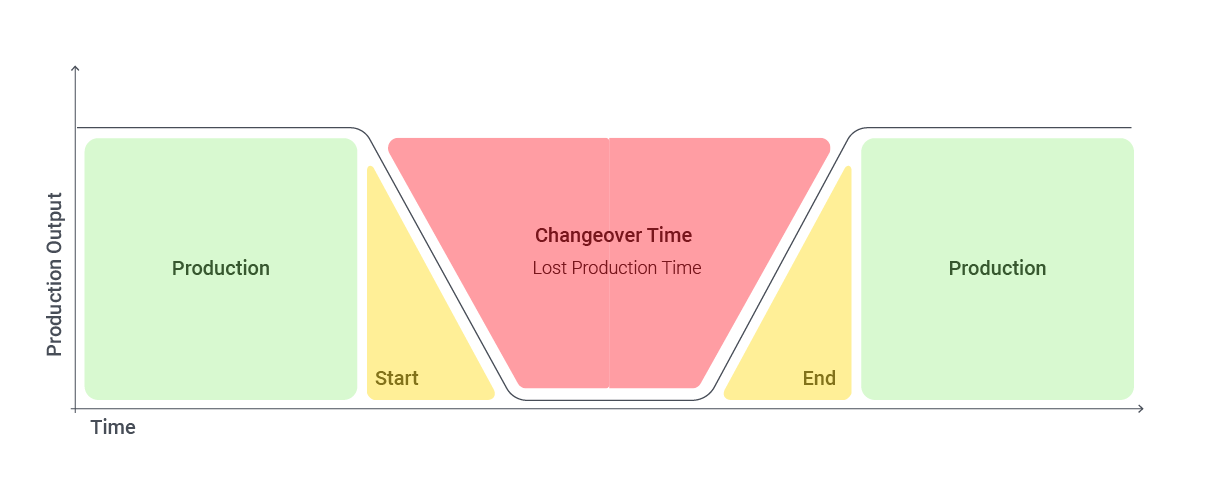
In practice, XCHANGE©plate significantly reduces the effort and time required for setup and changeover on multi-spindle machines and sliding-head lathes. Especially in applications with frequently changing very small batch sizes on complex turning machines, such a system enables substantial time savings.