Form grooving in automotive: when standard geometries cost time
In automotive production, it is often not major process changes that make the difference, but seconds per component. This is exactly where grooving processes become critical: for grooves, relief grooves, undercuts or combined contours that can only be produced cleanly with standard indexable inserts in several machining steps.
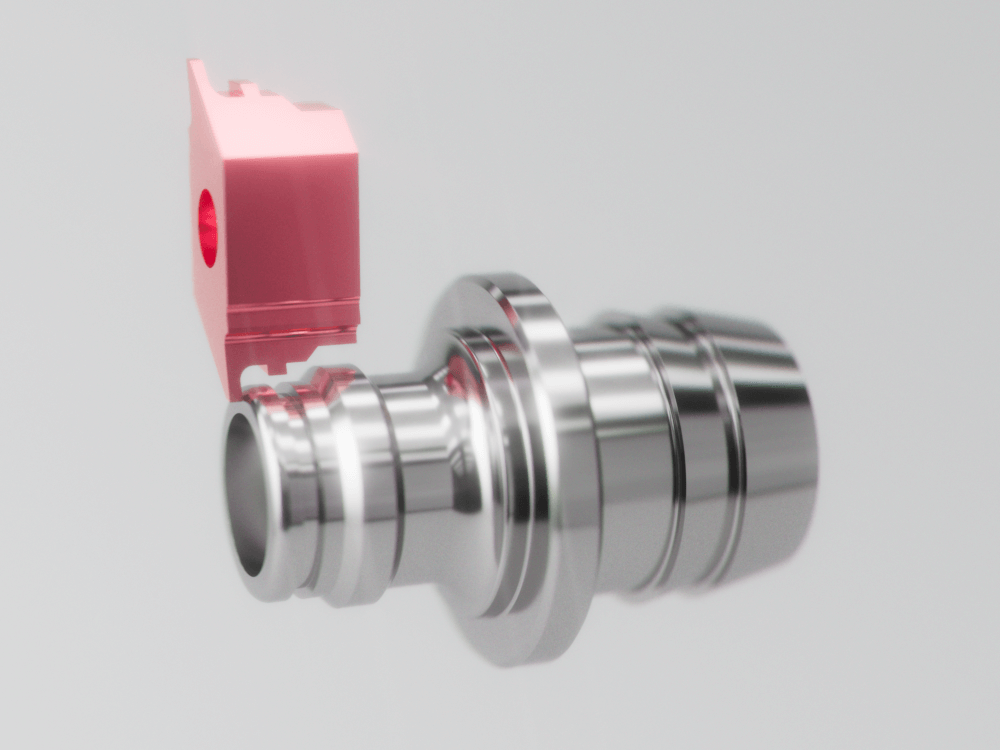
When one contour requires more than one cut
Many component geometries can only be approximated with ISO standard inserts. This leads to additional operations, more non-productive time and more coordination effort within the process. Especially in high-volume series production, this has a direct impact on cycle time and unit costs.
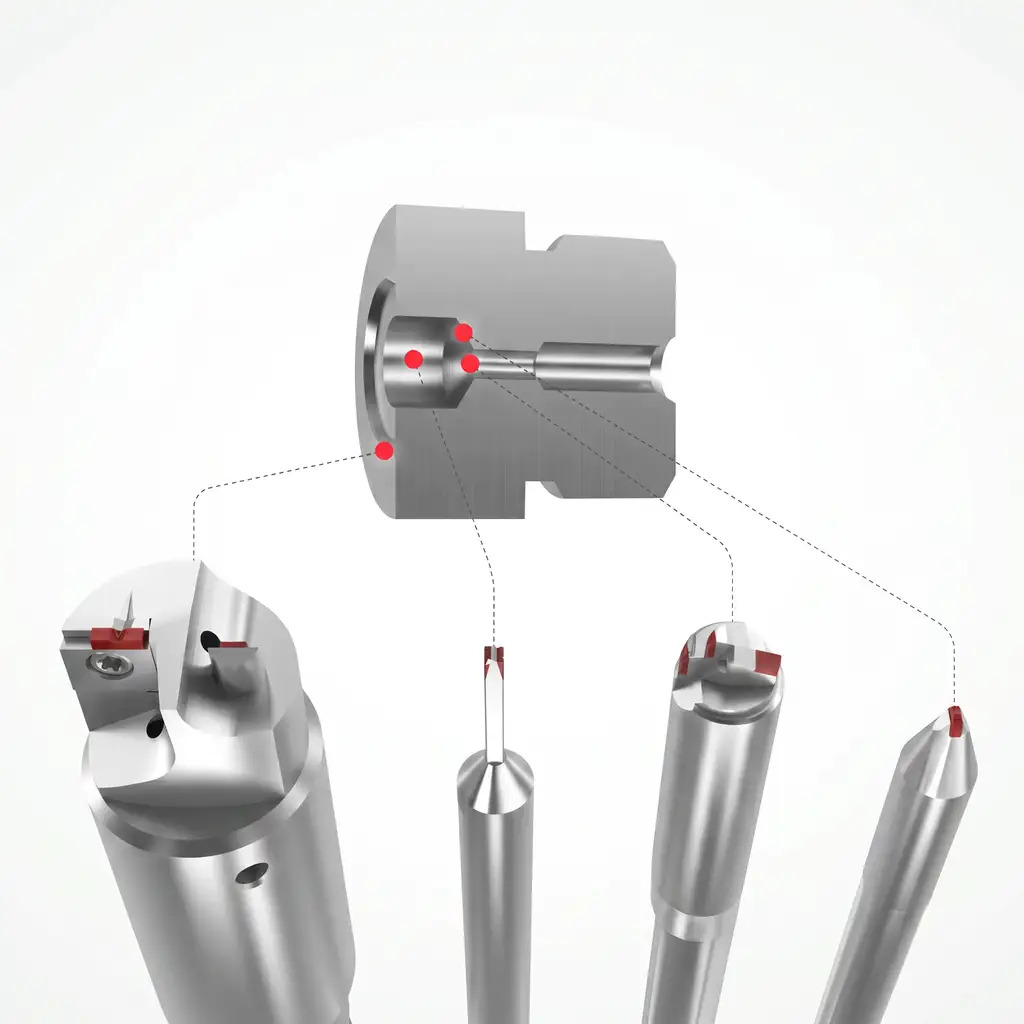
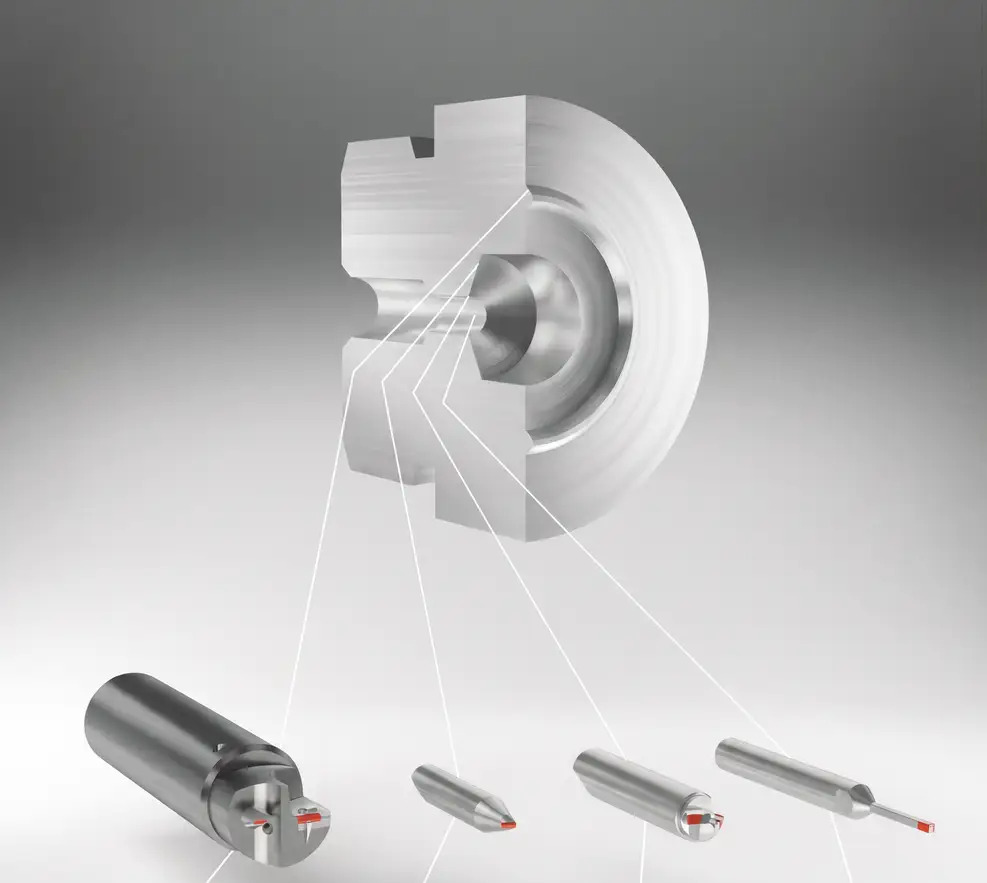
Form grooving inserts for component-specific geometries
MAS Carbide develops form grooving and precision indexable inserts for contours that cannot be machined economically with standard geometries. The aim is to combine several contour elements in one machining sequence with the highest possible process reliability.
Relevant for series production, not just for the sample part
In automotive, it is not enough for a geometry to work once. The decisive factors are reproducible cutting-edge quality, predictable wear behaviour and a process window that remains stable even across high volumes.
Matched to material and machining task
Whether cast iron, case-hardening steel, Al-Si alloy or powder-metallurgical material: in grooving, geometry, substrate and coating must be matched to the actual machining situation, not just to the drawing.